 Multi Laminates
Multi Laminates Spunlace Nonwoven Laminates
Spunlace Nonwoven Laminates Breathable Film Laminates
Breathable Film Laminates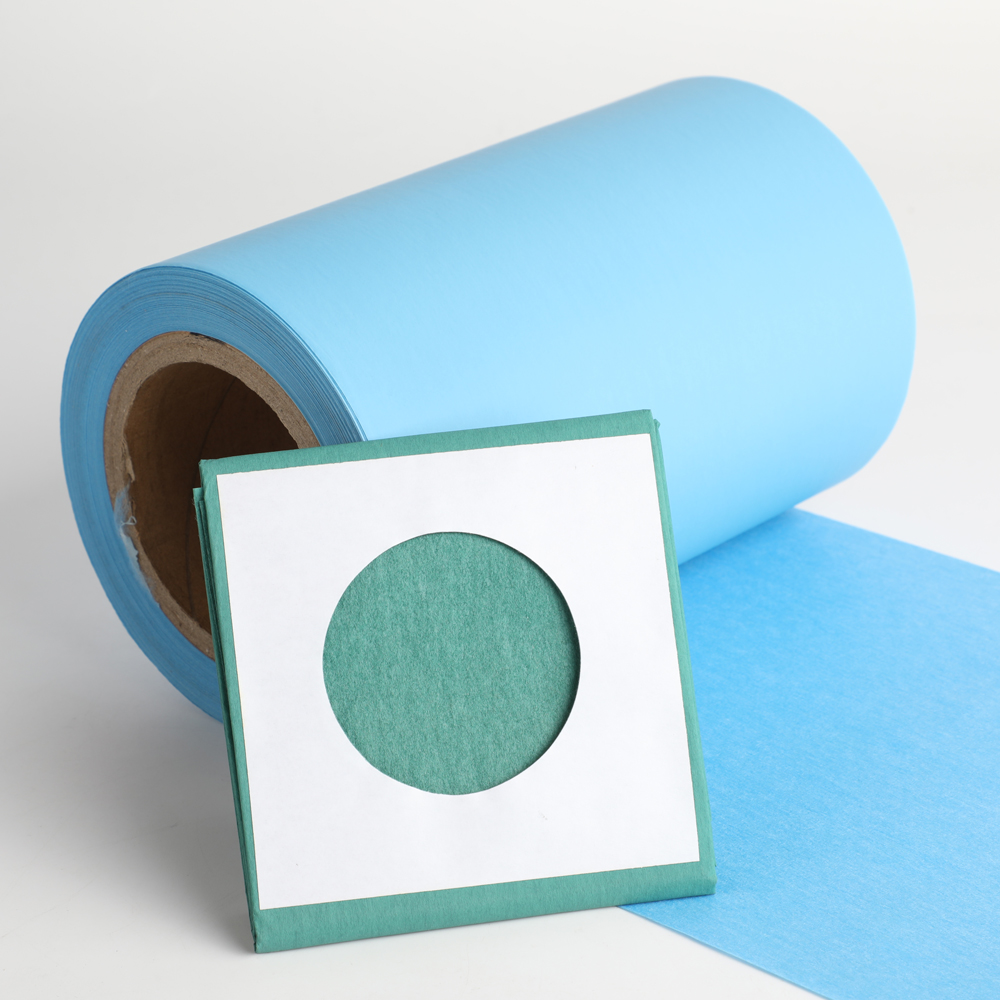 Viscose Laminates
Viscose Laminates Medical Tape Nonwoven
Medical Tape Nonwoven Filtration Nonwoven
Filtration Nonwoven Head Wear Nonwoven
Head Wear Nonwoven Medical Viscose Nonwoven
Medical Viscose Nonwoven Air Filter Media
Air Filter Media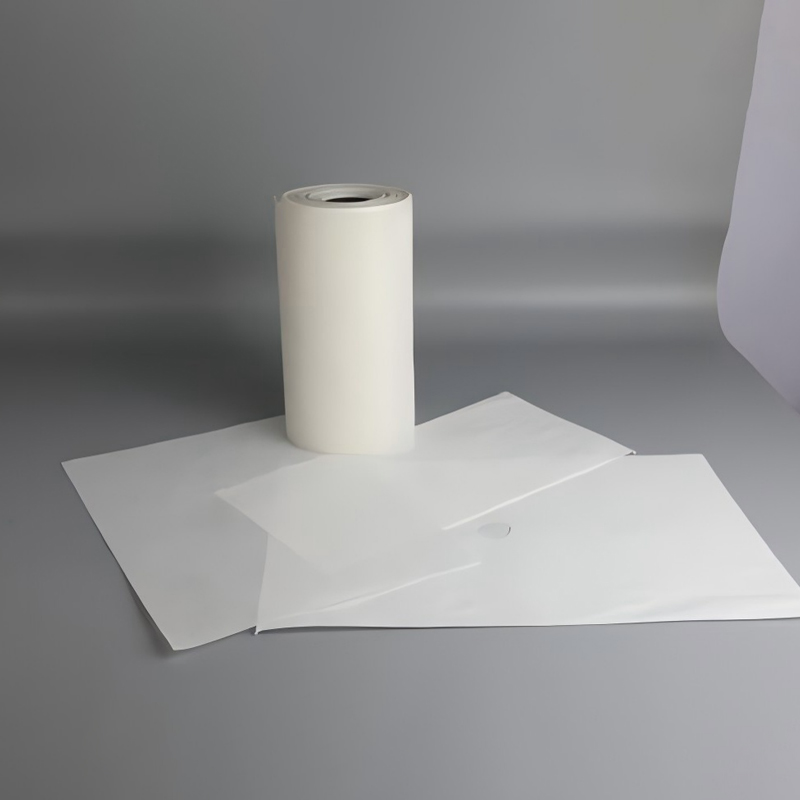 Liquid Filter Media
Liquid Filter Media Filter Envelope & Filter Sheet
Filter Envelope & Filter Sheet Breathable Film Laminates
Breathable Film Laminates Nonwoven Interlining
Nonwoven Interlining Fluid Repellent Woodpulp Spunlace Nonwoven
Fluid Repellent Woodpulp Spunlace Nonwoven Woodpulp Nonwoven Wipe
Woodpulp Nonwoven Wipe Nonwoven Cleaning Wipe
Nonwoven Cleaning Wipe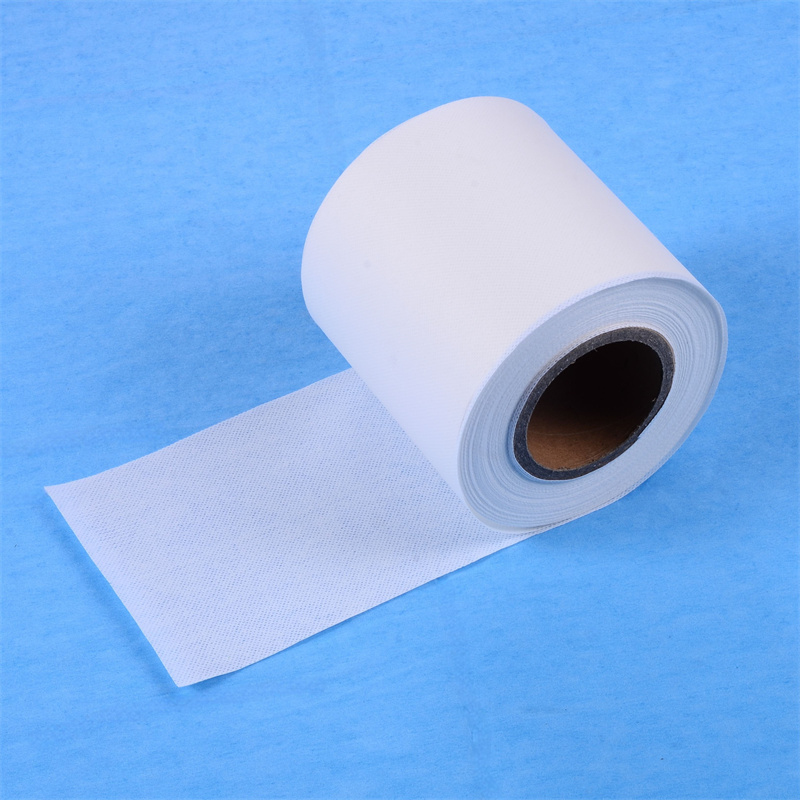 Flame Retardant Nonwoven Fabric
Flame Retardant Nonwoven Fabric Anti-Bacterial Nonwoven
Anti-Bacterial Nonwoven
Leave Your Message
-
 CONTACT WhatsApp
CONTACT WhatsApp
-
 CONTACT WeChat
CONTACT WeChat
-
Domestic Sales

-
 CONTACT NUMBER
CONTACT NUMBER -
 CONTACT EMAIL
CONTACT EMAIL
In recent years, the demand for Nonwoven Fabric has surged, driven by its versatility and cost-effectiveness in various manufacturing sectors. According to a report by Smithers Pira, the global nonwoven fabric market is projected to reach approximately $50 billion by 2025, growing at a CAGR of around 6% from 2020. This growth is attributed to the increasing adoption of nonwoven materials in applications such as hygiene products, medical textiles, and filtration, owing to their lightweight nature and superior performance.

Additionally, the environmental benefits of nonwoven fabrics, including their ability to be made from biodegradable materials and their recyclability, have made them a preferred choice for sustainable manufacturing practices. As industries continue to innovate, understanding the multifaceted advantages of Nonwoven Fabric will be crucial for manufacturers aiming to enhance efficiency and reduce their ecological footprint.
 Nonwoven fabrics are rapidly gaining traction in the manufacturing sector, providing distinct advantages over traditional textiles. One of the primary benefits lies in their cost-effectiveness. Nonwoven materials are produced through processes that do not require weaving or knitting, which significantly reduces production time and complexity. This streamlined process allows manufacturers to save on labor and material costs, making nonwovens a go-to choice for businesses aiming to optimize their operational efficiency.
Nonwoven fabrics are rapidly gaining traction in the manufacturing sector, providing distinct advantages over traditional textiles. One of the primary benefits lies in their cost-effectiveness. Nonwoven materials are produced through processes that do not require weaving or knitting, which significantly reduces production time and complexity. This streamlined process allows manufacturers to save on labor and material costs, making nonwovens a go-to choice for businesses aiming to optimize their operational efficiency.
Additionally, nonwoven fabrics offer enhanced versatility and performance characteristics that traditional textiles struggle to match. They can be engineered for specific applications, catering to varied requirements in industries ranging from automotive to healthcare. Nonwovens exhibit superior barrier properties, durability, and absorbency, making them ideal for products like medical gowns, filters, and insulation materials. This adaptability not only broadens the range of applications but also helps manufacturers meet stringent safety and regulatory standards with ease. By leveraging the unique benefits of nonwoven technology, manufacturers can remain competitive and responsive in a fast-evolving market.






